�ݸ�ѹ������ʯ�ͻ�����ұ�����ҵ�У�������ԭ�������������Ĵ����豸����ʩ�������У���ȷ��ʩ����������ʩ����������Ա���ơ����ĵ���֯�����ĵ�ʩ�������պû�е�����ϵ�������϶��������Ӧ���DZ��ʱ�������ݸ�ѹ�������鰲װ����Ҫ��֤��
һ���ݸ�ѹ�����Ĺ���ԭ��������
�ݸ�ѹ�������ݻ���תʽѹ������ͨ�����������綯����ҵ���ֻ�������������—���ݸˣ��ij�ͷ�ݸ�ֱ��Φ630������ͨ��ͬ�����ִ����Ӷ���—���ݸˣ�����ͷ�ݸ�ֱ��Φ630��ͬ����ת������ʱ�����ݸ˱������������ڱڼ����γɵ�ѹ��ǻ�ݻ����ϱ仯���Ӷ�ʵ����������룬ѹ�����ų���������������ѹ�����ݸ�ѹ������һ����Ħ����ת��ѹ������ɾ���ʵ���ڲ������۵Ķ���������������������̼��������ȹ�ҵ������
�����ݸ�ѹ��������������
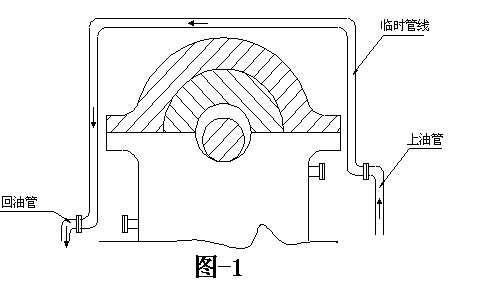
1��LG630×2-630���Ե綯�������Ĵ���ʽ�����ݸ�ѹ�������Ե綯��Ϊ����������ͼ-1��ʾ��
���� �����豸
1��������ʽ���ػ������ϳ��ػ����λ���������߱�ʩ��ʹ����������
2���綯��ѹ��һ̨�������豸��ѹ���𣩣�
3��
�纸��һ̨(벻������纸���û�)��
4���綯���ͻ�һ̨������ֽ�͵����ͻ�������5��10����ֽ����
5�����������ij��ù��ߣ�
6��ʩ�����õ����IJ��ϣ����ڸ���֧�֣�
7�����跽�����֧�֣�
�ġ��Ͷ���֯
���Ƽҵ�ã�LG630—430/3.8������̼�����ѹ����Ϊ����������Ϊ�������ֻ���������NG25/20—3��ѹ���ֻ��������ٻ����ٴ����ݸ�ѹ�����Ļ���Ϊ�����ӵ�����ȫ���������պϸ�ʼ������ѭ���ϸ��鱾��߱���������Ϊֹ��6�ˣ�220��260��ʱ�����в������̼�����Ա��������ԭ������������������ܣ�����Ա��֯����:
�鳤һ����������ϵָ�ӣ���֯ʩ����������ȣ�������ȫ����ʱ���˵ȣ�
ǯ��2���������豸����㡢��ԡ����������С���ѭ���ȣ�
����1���������豸�İ��ˣ���װ�Լ�����������ֹ�����
�ܹ�1�������������ϵͳ��ˮϵͳ��ܣ���·��ϴ����ѭ�����Լ�����������ֹ�����
������1�����������������������ֹ�����
ע�����в�ս��Ա��Ӧ��һ��������ҵ���ֹ��֣��Ž�Э����Ŀ��һ�£���ȫ������
�塢ʩ�����ճ���
1���豸����������գ����跽����������ʩ��������ͬ������飬��װ�䵥�˶ԡ�������������������ͬǩ�����գ���
2���������ա����ߡ�������������ƤӦ��������ƽ�����桢����Ⱥ���ã���
3��
�ؽ���˨�IJ��ô������ؽ���˨�����裬һ�㰴���Ժ�����쳧�ҵĹ涨ִ�У��ֳ�һ��Ϊ�������ַ�ʽ��
3.1 Ԥ��ʽ ���������ڻ������彽��ʱ���Ѱ�����Ҫ���ߡ�ֱ�������ؽ���˨��ǰ�̶���ͬʱ�����ڻ��������Ԥ��ʽ�ĵؽ���˨�ȹ��ԱȽϺã�������ɳ�ǩ�����ؽ���˨����ʱ������˨�����׳�Ϊ��ǩ������Ԥ����˨�ļ��γߴ�Ҫ��Ƚϸߣ�������쳧�ҵĻ��ӹ�һ����������������Ԥ��ʱ�������������ʱ��������ֵؽ���˨����˨�Ŀ�����������Ķ���������ѣ�
3.2ê��ʽ �����������ʱ���Խ����λ�Բ�ι�Ԥ������˨��λ�ã��ؽ���˨�ɵ��ռ�ϴؽ���˨�������㣬Ԥ��ʱ�����γߴ��봹ֱ��Ҫ��֤�����������İڷ��е����ѣ��������ܷ��ڿ����ؽ���˨�����λ�ã�����Զ��ؽ���˨���Ի���������״����̫���룻
3.3�ֳ�������˨���豸�ڶ��к����ﵽ������Ҫ���������еؽ���˨�ĸ߶�һ�¾���˿��¶����ñ1��3�ۣ��ݸ�λ��Ӧ�������豸��˨��������ͼ-3-3A��ʾ��
4��������Ⱥ�IJ��ô�����Ŀǰʯ��װ���У��Լ���������װ���У����λ���߾��ȣ���ת�ٵ�ޒת�豸��װʱ�������IJ��ã��������豸���������������֮�����ʵ�Ӵ����Ի�����������У����Ǽ�Ϊ��Ҫ��һ����
4.1����������һ��Ϊ���飨��б��һƽ��������ò�����4�飩����������б��������ԣ�һ���ɻ��ӹ����˹���������֤��ÿ���������Ȼ�Ӵ�����ʵ��ƽ�ж�Ҳ�ȽϺã��������˺ܴ��ʱ�������������ʵ�ʰ�װ�У����Ǿ������ֲ�������������ؽ���˨�����������еĵ����齫���ֲ�����ļ�϶
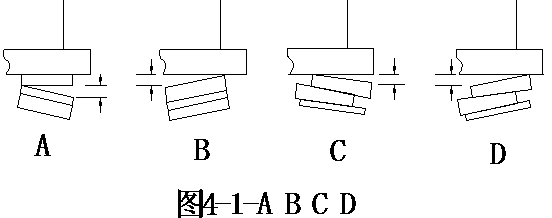
�ˣ��ܵ���������ϵͳ����
1�����ͻ��飬����ϵͳ����࣬��ȷ�����鰲ȫ��������ת�Ǽ�����Ҫ��һ���
a �����豸�����հ�װӦ�����й��ļ��涨ִ�У���װ����豸Ӧ��ɨ�����ɾ���
b �ܵ��ĺ����˲���벻�����ף��ܵ������ð��йع淶ִ�У�
c �ܵ�����ѹ����ϴ���ۻ����йع淶ִ�У�
d ������Ӧ���ܵ����������������ɨ��
e ����װʱ���ܷ��ƬӦѡ�����Ͳ��ʣ���Ƭ�ھ�Ӧ���ڹ��ھ�������ѹ�����鰴�ļ��涨ִ�У����涨��һ��Ϊ����ѹ����1.5����
2���ܵ�ϵͳ��������������ͳ�ı�·ѭ�������ڽϳ������ܹ����������ơ���е������λ�����߲�λ�������߲�λ���Լ��������ȵĵ��ٲ�λ�ͱ���װ�ò�λ������У������ϴ��Ϻ�ǧ��Ҫ������ѭ���Ķ�����Ⱦ����Ϊ���ܺ����豸����������ϴ���������ǣ�Ҳ����ϵͳ����IJ�λ��,���ڸ�����϶��С�������ϴ�����С���ܶ����ʻ��ǻ���������ߡ�����Ȳ�λ�������ٴο��ǣ�������̧ת�ӳ���ߣ������ߣ�ֹ���ߡ�����Ȳ���������ϴ��װ��Ҫ֪����ÿ��жһ���������������������ˣ����жһ�Σ�������һ�η��գ�Ҳ����ʱ�䣬���˷Ѳ������˷ѹ�ʱ�������ϵͳ�Ľྻ����ȷ������������ת�밲ȫ�Ǽ�Ϊ��Ҫ�ģ���������ļ��������ҽ����������ѭ������ͼ-1��ʾ��
3����ѭ����Ŀ�ĺͽ��
��ѭ��——�������Ƕ���ϵͳ����һ��ȫ��س����ɿ��飬�����ͱ������Ĺ������ܣ����ѹ��������������ͱõİ�ȫװ�ã���ѹ����ѹ�����͵ȱ�����װ�ã�
��ѭ��——Ҳ�Ƕ����������ܵ����ӿڡ������������л��������ŵ���ϴ�뿼�ˣ�Ϊ��һ��������������У����ڼ����ϵ�������֤��
4�����䡢��λ�����ڰ�װǰӦ��ʢˮ�������������Һ���й©��顣
���ݿ�ѹ�����㼯����ǧ�ҿ�ѹ������ѹ������������̼���Ʒ��Ϣ�����һ�����ڿ�ѹ����˫�ݸ˿�ѹ��������ѹ�����Ϳ�ѹ���������ۺϽ���ƽ̨��Ϊ�ͻ��ṩ��ѵ�ѹ����������������ڶ��ݸ�ѹ���������Ϳ�ѹ���ͱ�Ƶ��ѹ����Ѷ���ڳ��ݿ�ѹ����